
熱門關鍵詞:防爆電動滾筒|隔爆電動滾筒|電動滾筒廠家

當前位置 : 主頁 > 行業(yè)新聞 >
電動滾筒端蓋裂紋的焊接修復
電動滾筒端蓋裂紋的焊接修復
我司一供料皮帶機的電動滾筒因意外遣撞擊,,造成端蓋破裂,,形成長達0.95m的不規(guī)則裂紋,。由于該滾筒其它部件完好.整臺報費很可惜,,決定對端蓋進行焊接修復,。通過對該滾筒端蓋材質(zhì)的檢驗及焊接性分析,,多方查閱技術資料,,制定出合理的焊接工藝參數(shù)和有效的焊接措施,,成功地修復了電動滾筒端蓋的裂紋。
2電動滾筒端蓋的材質(zhì)檢驗和焊接性分析
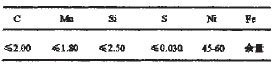
通過檢驗,,該電動滾筒端蓋的材質(zhì)為HT200灰口鑄鐵,,其化學成分見表l。由于灰口鑄鐵中的碳呈片狀石墨形態(tài)分布,,而且碗,、磷等雜質(zhì)含量高,因此焊縫在冷卻過程中對冷卻速度很敏感。在焊接條件下,,焊縫結(jié)晶時間短,,石墨化不寬分,致使熔臺區(qū)和焊縫中的碳以Fe 3c形態(tài)存在+容易形成自口殛淬硬組織,。再者,,灰口鑄鐵強度低.塑性差.而一般常用的電弧焊過程衛(wèi)具有冷速快.焊件受熱不均勻,焊接應力大的特點,,使得灰口鑄鐵在焊接時焊縫對冷裂紋,、熱裂紋都存在較大的敏感性。此外,,灰口鑄鐵的熱影響區(qū)存在脆性白口層及馬氏體組織,而電動滾筒端蓋的厚度達25mm,,多層焊時.焊接接頭熱影響區(qū)存在較大的焊縫收縮應力,,容易導致在此處發(fā)生剝離性質(zhì)的裂紋。故灰口鑄鐵焊接的主要問題,,一是焊接接頭易出現(xiàn)白口及淬硬組織,,二是焊接接頭易出現(xiàn)裂紋。
表1 HT200灰口鑄鐵的化學成分(%)

3電動滾筒端蓋修復的焊接工藝
3.1焊接工藝的選擇
灰口鑄鐵的焊條電弧焊一般分為同質(zhì)(鑄鐵型)焊縫的電弧預熱焊,、低溫預熱焊和異質(zhì)(非鑄鐵型)焊縫的電弧冷焊等幾種工藝方法,。
同質(zhì)(鑄鐵型)焊縫的電弧預熱焊是指采用鑄鐵型焊接材料,焊前將鑄鐵件整體或局部預熱到600~700℃(暗紅色),,然后進行焊接.焊接過程中焊件的溫度不能低于450℃,,焊后進行緩冷的焊接工藝。其優(yōu)點是焊件受執(zhí)均勻,。冷卻速度慢.有利于焊縫金屬石墨化,,減少和避免出現(xiàn)白口組織,有利于減低焊接熱應力,,防止產(chǎn)生裂紋,。缺點是勞動條件惡劣,焊接成本高,,工件變形大,,表面容易氧化等。
同質(zhì)(鑄鐵型)焊縫的電弧低溫預熱焊是指焊前將鑄鐵件整體或局部預熱到300~400℃進行焊接的工藝,。與高溫預熱焊相比,,焊工的勞動條件有所改善,焊接成本有所降低,,也能獲得較好的焊接質(zhì)量,。其缺點是預熱溫度低.冷卻速度快,且鑄鐵低于400℃時,其塑性已降到接近于零,,不能松弛應力.焊縫較易出現(xiàn)裂紋,。
異質(zhì)(非鑄鐵型)焊縫的電弧冷焊是指采用非鑄鐵型焊接材料,焊前鑄鐵件不進行預熱的鑄鐵焊接工藝,。該工藝具有不預熱,,勞動條件良好,工件變形小,,操作簡單等優(yōu)點,。其缺點是焊接接頭冷卻速度快,極易形成白口和淬硬組織,,工件受熱不均勻,,焊接接頭存在較大的熱應力,易產(chǎn)生冷裂紋,。
我們根據(jù)電動滾筒端蓋的具體情況,,結(jié)合上述鑄鐵的3種焊接工藝,選用以鎳鐵臺金為焊芯的鑄鐵焊條z408,,采用低溫預熱焊法對電動滾筒端蓋進行焊接修復,。
3.2 Z408焊條的特點
Z408是鎳鐵合金焊芯.強還原性石墨藥皮的鑄鐵焊條,具有強度高,、塑性好.線膨脹系數(shù)低等特點,。抗裂性對荻口鑄鐵與z308差不多,,但對球墨鑄鐵則比z308強,,對含磷量高(O.2%P)的鑄鐵,也具有良好的效果,,切削加工性能比z308和z508稍差,。用于灰口鑄鐵及球墨鑄鐵的焊接。交直流兩用,。焊條熔敷金屬的化學成分見表2,。
表2 熔敷金屬化學成分(%)
3.3異質(zhì)焊縫(非鑄鐵型)的電弧半熱焊工藝要點
異質(zhì)焊縫的電弧半熱焊工藝的著眼點是防止裂紋及減弱白口,淬硬組織的產(chǎn)生,。因此,,施焊工藝上應做到:
(1)盡量降低鑄鐵母材在焊縫中熔合比,以減少鑄鐵中的碳,,硫等有害元素進入到焊縫中去,,有利于提高焊縫質(zhì)量;
(2)盡量降低焊接應力,,防止裂紋產(chǎn)生,,
(3)盡量降低熱影響區(qū)寬度,,從而降低白口及淬硬組織的寬度。
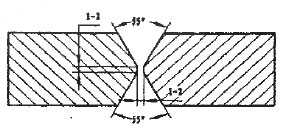
1)焊前準備
焊前要先在裂紋的兩端分別鉆一防裂小孔.再用角向磨光機將裂紋雙面開坡口倒角,。焊接坡口形式如圖T所示,。然后清除焊接區(qū)域內(nèi)的油污等雜質(zhì),清除焊接區(qū)域內(nèi)的鑄鐵石墨化表面,,盡可能降低鑄鐵表面的碳對焊縫質(zhì)量的影響.否則焊縫易出現(xiàn)氣孔,,裂紋等缺陷。為此,,將氧乙炔火焰調(diào)節(jié)到強烈的高度氧化火焰,,在待焊區(qū)域上面持續(xù)燒烤數(shù)分鐘,然后用鐵刷清理該區(qū)域,,如此重復二三次,,直至將焊接區(qū)域清理干凈。
2)焊前預熱,,層閫溫度的控制及焊后處理措施
電動滾筒端蓋厚度為25mm,,焊縫長度達0.95m,為了降低焊接應力和促進焊縫石墨化,,以減少半熔化區(qū)白口及淬硬組織的寬度,防止裂紋的產(chǎn)生,,焊前要進行預熱,。預熱溫度為300~400℃。又由于施焊時正值冬天,,氣溫低,,因此焊完一根焊條后要在加熱保溫.層間溫度要控制在300℃以上,壘部焊完后衛(wèi)用沙子保溫了4個小時,。達到焊縫緩慢冷卻的目的,,進一步減小焊接應力和變形。
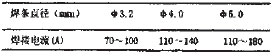
3)采用合適的焊接電流
采用與鑄鐵異質(zhì)的焊接材料進行電弧低溫預熱焊時.焊接電拖越小,,蝽操就越小,,鑄鐵中的碳、硫等有害物雜質(zhì)進入焊縫的就越少,。越有利于提高焊縫質(zhì)量,。如果焊縫中碳、硫的含量多,,就會增大焊縫出現(xiàn)冷,,熱裂紋的傾向.此外,隨著焊接電流的減小,,在焊接速度不變的情況下,,焊接熱輸人就會減小,,這樣不僅會減少焊接應力。降低焊接接頭出現(xiàn)裂紋的傾向.而且也減小了整個熱影響區(qū)的寬度,,其中包括減小了最易形成白日的半熔化區(qū)的寬度,,使白口層變薄。因此.焊接進應盡量控制焊接熱輸入,,采用短弧,,小電漉.快速,窄焊道來焊接,。焊接電流參數(shù)見表3,。
4)合理安排多層焊的焊接順序
由于電動滾筒端蓋較厚,多屆焊時焊縫的橫向收縮應力較大,,如果焊接順序安排不合理,,容易產(chǎn)生剝離性的裂紋,為此采取了圖2所示的焊接順序,。另外.采取了焊后錘擊工藝,,在每一根焊條焊完后立即用帶圓角的尖頭小錘快速錘擊焊接處,使焊縫表面出現(xiàn)底坑,,進一步降低焊接應力,,減弱焊縫發(fā)生裂紋的可能性。



淄博銀豐機械有限公司
電話:0533-4669222/4669555
傳真:0533-4179238
聯(lián)系人:楊經(jīng)理
手機:15264305705
手機:15264305705
地址:山東省淄博市博山經(jīng)濟開發(fā)區(qū)西域城村村北首(祥和路43號)
網(wǎng)址:luomowg.com
淄博銀豐機械有限公司 山東省淄博市博山經(jīng)濟開發(fā)區(qū)西域城村村北首(祥和路43號)工信部網(wǎng)站備案:魯ICP備14015978號-3